


01-12
技术交流
公司在本行业中享有较高的声誉。公司是中国电子学会电子制造与封装技术分会电镀专家委员会的团体会员单位,是中国表面工程协会电镀分会老专家工作委员会的秘书长单位,还是杭州市电镀行业协会的会员单位。

快速出光镍铁合金电镀工艺
- 分类:合金电镀
- 发布时间:2021-01-19
- 访问量:0
【概要描述】一般装饰性电镀主要追求漂亮的表面镀层外观,尤其是装饰性镀镍-铬。这些只追求外观的装饰性电镀产品对盐雾要求不高,如办公用品的桌椅,伞杆、低档自行车、电瓶车手把、钢圈等。为此许多装饰性电镀企业希望能采用较小的成本,简单直接获取最好的外观。近年来快出光镍工艺被广泛使用。快出光镍工艺一般为除油除锈后稀酸活化后镀5-8分钟快速出光镍再镀0.5到1分钟左右镍封,最后套铬即可。该工艺关键是采用快速出光镍光亮剂到达光亮效果,该工艺适用于环形自动线生产,具有工艺简单、投资小、产量大的特点。而快速出光镍光亮剂的出现得益于近年来国内外各类新型镀镍中间体的产生。但铁件镀镍工艺特别是镀管状铁件是存在一个缺点:抗铁离子能力差,产品表面易产生毛刺,溶液处理周期短等现象。
快速出光镍铁合金电镀工艺
【概要描述】一般装饰性电镀主要追求漂亮的表面镀层外观,尤其是装饰性镀镍-铬。这些只追求外观的装饰性电镀产品对盐雾要求不高,如办公用品的桌椅,伞杆、低档自行车、电瓶车手把、钢圈等。为此许多装饰性电镀企业希望能采用较小的成本,简单直接获取最好的外观。近年来快出光镍工艺被广泛使用。快出光镍工艺一般为除油除锈后稀酸活化后镀5-8分钟快速出光镍再镀0.5到1分钟左右镍封,最后套铬即可。该工艺关键是采用快速出光镍光亮剂到达光亮效果,该工艺适用于环形自动线生产,具有工艺简单、投资小、产量大的特点。而快速出光镍光亮剂的出现得益于近年来国内外各类新型镀镍中间体的产生。但铁件镀镍工艺特别是镀管状铁件是存在一个缺点:抗铁离子能力差,产品表面易产生毛刺,溶液处理周期短等现象。
- 分类:合金电镀
- 发布时间:2021-01-19
- 访问量:0
快速出光镍铁合金电镀工艺
1前言
一般装饰性电镀主要追求漂亮的表面镀层外观,尤其是装饰性镀镍-铬。这些只追求外观的装饰性电镀产品对盐雾要求不高,如办公用品的桌椅,伞杆、低档自行车、电瓶车手把、钢圈等。为此许多装饰性电镀企业希望能采用较小的成本,简单直接获取最好的外观。近年来快出光镍工艺被广泛使用。快出光镍工艺一般为除油除锈后稀酸活化后镀5-8分钟快速出光镍再镀0.5到1分钟左右镍封,最后套铬即可。该工艺关键是采用快速出光镍光亮剂到达光亮效果,该工艺适用于环形自动线生产,具有工艺简单、投资小、产量大的特点。而快速出光镍光亮剂的出现得益于近年来国内外各类新型镀镍中间体的产生。但铁件镀镍工艺特别是镀管状铁件是存在一个缺点:抗铁离子能力差,产品表面易产生毛刺,溶液处理周期短等现象。
镍铁合金电镀工艺产生20世纪七十年代初,为美国乐思公司所开发。我国于七十年代末、八十年代初成功开发镍铁合金电镀工艺。当时我国的镍铁合金添加剂体系,主要是采用丁炔二醇和环氧丙烷或环氧氯丙烷反应物781,791为光亮剂,糖精为柔软剂,葡萄糖酸钠、柠檬酸钠,抗坏血酸等作为络合剂。1989年厦门大学陈秉彝、姚士冰、杨方祖等人开发了X N F-1 和X N F-2新型高整平全光亮镍铁合金光亮剂[1]。1992年杭州东方表面技术有限公司推出了F-1镍铁合金添加剂体系,并在上海惠民电镀厂使用。1999年暨南大学化学系郑婵卿,覃百花,李荆等人开发有JX-1镍铁合金光亮剂[2]。现在镍铁合金电镀工艺成熟,市场上有着较广泛的应用。
镍铁合金电镀工艺优点:镀层是合金含有5-30%铁,和镀纯镍层相比电镀成本可以实现较大的降低;同时在镍铁合金电镀工艺中铁离子(两价铁离子)是溶液的必需组成部分,而非镀镍溶液中的有害物质,所以相对镀镍而言维护简单。镍铁合金电镀工艺早期到现在主要用于管状件电镀,添加剂体系性能基本都比较柔和,不象现在市场上快速出光镍光亮剂出光速度那么快、整平性那么好。这样镍铁合金镀件表观要到达快速出光镍镀件效果就许多镀更长时间、更后的镀层,这削弱了镍铁合金成本的优势。为此快出光高整平镍铁合金添加剂体系开发显得迫切了。为此杭州东方表面技术有限公司于2009年着力开发快出光高整平镍铁合金添加剂。
2.工艺的开发
镍铁合金镀液采用二价铁离子为了防止两价铁氧化,镍铁合金工艺pH控制在3.5以内,为3.0-3.5。而镀镍工艺pH控制在3.8-4.8,pH值过低,出光、整平的都会受影响。而现镍铁工艺光亮剂基本和镀镍光亮剂类同,如镍铁合金早期的光亮剂781、791原也为是镀镍光亮剂。所以现有镍铁光亮剂在pH3.5以内很难达快速出光效果。要到达较快的出光效果大量使用添加剂,这如袁诗璞在《几种多层电镀工艺的讨论》论文中说的那样“因其pH 必须达到3.5 以下,故光亮剂用量与消耗量大,一般用不起第四代亮镍光亮剂而只敢用第三代的长效BE光亮剂,同时还要外加对Fe2+起配位作用、对Fe3+有还原作用的稳定剂,故总成本并不低。[3]”
为此只有开发真正镍铁专用添加剂,才能实现快出光高整平镍铁合金添加剂同时低用量低成本的要求。通过实验,我们选用部分第4代镀镍中间体和其它有机中间体配合,开发了新型F-2镍铁合金添加剂体系,该镍铁合金电镀工艺添加剂用量类似快出光镀镍添加剂,整平、出光、走位效果优于快出光镀镍添加剂。而添加剂价格低于快出光镀镍添加剂,加上镍铁省镍特点使用成本远低于镀镍,一般为镀镍成本的85-80%。在表观质量和成本优于镀镍工艺情况下,浙江许多制椅配件电镀企业从快速出光直上镍改成F-2镍铁合金电镀工艺。
3.工艺介绍
3.1工艺配方
F-2工艺溶液组成及工艺条件见表1
表1溶液组成及工艺条件
|
|
范围 |
推荐值 |
|
硫酸镍 |
180-220 g/L |
200 g/L |
|
氯化镍 |
40-50 g/L |
45 g/L |
|
硼 酸 |
40-50 g/L |
45 g/L |
|
硫酸亚铁 |
10-20 g/L |
15 g/L |
|
稳定剂 |
20-30ml/L |
25 ml/L |
|
光亮剂 |
0.2-0.8 m/L |
0.4 ml/L |
|
柔软剂 |
10-15 ml/L |
10 ml/L |
|
温度 |
55-65 ℃ |
|
|
pH |
3.0-3.5 |
|
|
DK |
2-5A/dm2 |
|
|
DA |
1-3 A/dm2 |
|
|
镍与铁阳极面积比 |
10-15∶1 |
|
|
铁 阳 极 材 料 |
DT1-DT4 |
|
|
搅拌 |
阴极移动 |
专有泵溶液内搅拌 |
3.2工艺说明
溶液配置:前面类似镀镍溶液处理方法,镀槽加2/3体积纯水,加入硫酸镍、氯化镍、硼酸溶解,进行大处理。大处理过滤干净后,将pH调到3.0左右,加温到60度,小电流电解至电解板上的镍白净,加入计算量稳定剂S-1,搅拌均匀,再将pH值调整到3.0-3.5,加入计算量分析纯硫酸亚铁溶解,再小电流电解6-8小时,加入所需量的柔软剂、光亮剂、润湿剂即可生产。
工艺阳极采用DT1-DT4型号纯铁板,一般不用普通钢板减少杂质带入。
工艺不建议空气搅拌避免二价铁氧化。
4.工艺特点:
4.1出光快、整平好
采用250m L 的赫尔槽, 阴极为的紫铜片, 阳极为镍板, 搅拌采用玻璃棒在镀液中1秒钟来回一次,电流2A,时间5分钟,镀层整片镜面光亮。整平性能采用转盘电极阳极溶出法测定L =9 8%。实际使用,镍铁合金电镀生产线,椅架、椅子圆盘底座镀镍铁合金6分钟,达到镜面光亮。
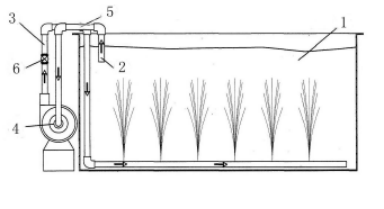
为了增加镍铁合金出光速度而避免采用空气搅拌,杭州东方表面有限公司发明并申请了一套搅拌装置专利,采用F-2镍铁合金电镀工艺建议可以采用杭州东方表面有限公司专利技术(201120246515.1一种电镀溶液用搅拌装置)方法安装搅拌装置,装置如图1。具体方法可以参照专利内容。
图1镍铁合金电镀工艺搅拌装置示意图
4.2光亮范围宽
采用250m L 的赫尔槽, 阴极为的紫铜片, 阳极为镍板, 搅拌采用玻璃棒在镀液中1秒钟来回一次,电流1A,时间5分钟,镀层整片镜面光亮,无小电区半光亮区。
4.3镀层柔韧性优异,脆性低
采用250m L 的赫尔槽, 阴极为的紫铜片, 阳极为镍板, 搅拌采用玻璃棒在镀液中1秒钟来回一次,电流2A,时间20分钟,试片反复折拗,无脆性,无镀层掉落。
4.4工艺范围宽、易维护
镍铁镀液铁离子为溶液组成部分非杂质,溶液中的稳定剂稳定铁离子作用,溶液pH值低,即使产生三价铁也不会形成氢氧化铁颗粒,不容易产生毛刺。实践表明,工作时,每一个月左右进行一、二次在过滤机中加活性炭吸附杂质处理,溶液大处理周期为一年以上。
4.5使用成本低
F-2镍铁合金工艺添加剂补充量:稳定剂30-40ml/1000A·H ,光亮剂100-200ml/1000A·H 柔软剂 100-200ml/1000A·H,和快出光镍添加剂类似。镀液硫酸镍浓低于镀镍溶液浓度,镍的带出损耗少;在工艺范围镀层铁含量为15-25%,可以节省镍板用量15-25%。经济效益可观。
5. 结语
F-2镍铁添加剂体系材料选用上不同以往镍铁合金添加剂体系,它具有出光速度快、整平性好,光亮范围宽等特点,在实际中已有5、6年的应用实践证明, F-2快出光镍铁合金电镀工艺无论使用成本、稳定性、镀层性能都优于快速出光直上镍工艺。符合国家节能节材生产要求。工艺,不但可以提高了产品质量,同时降低了生产成本。
[ 参考文献]
1陈秉彝、姚士冰、杨方祖等Jx-1型镍铁电镀光亮剂的研制及性能测试 电镀与环保 1989年 第9卷第6 期 P1-4
2郑婵卿,覃百花,李荆等高整平全光亮镍铁合金电镀的研究 广州化工 1999年 第27卷第3 期 P44-46
3. 袁诗璞 几种多层电镀工艺的讨论 电镀与涂饰 2013年 第32卷第6 期 P13-15
上一个:
锌压铸件浸锡工艺
下一个:
电镀镍铁合金与光亮镀镍比较
上一个:
锌压铸件浸锡工艺
下一个:
电镀镍铁合金与光亮镀镍比较
相关新闻

01-19
锌压铸件浸锡工艺
01-19
快速出光镍铁合金电镀工艺
快捷方式
全国服务电话
杭州东方表面技术有限公司
地址:杭州市余杭区闲林工业园区嘉企路4号
TEL:0571-88687008 / 0571-88687009 / 0571-88687010
传真:0571-88687012
E-mail:Tech@hz-df.cn / office@hz-df.cn
网址:http://www.hz-df.cn

版权所有 © 杭州东方表面技术有限公司版权所有 浙ICP备14007886号-1